
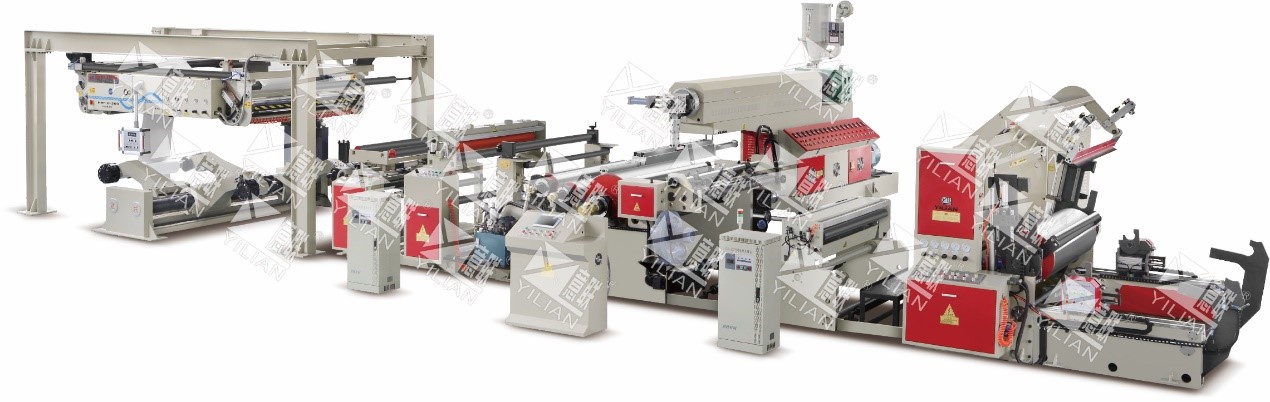




WSFM1300C Автоматична машина за нанасяне на покритие за екструдиране на хартия
| Смола за ламиниране на костюми | LDPE, PP и др |
| Основен материал на костюма | хартия(80—400g/m²) |
| Максимална механична скорост | 300m/min (работната скорост зависи от дебелината на покритието, ширината) |
| Ширина на покритието | 600—1200, ширина на водещата ролка: 1300 мм |
| Дебелина на покритието | 0,008—0,05 мм (единичен винт) |
| Грешка в дебелината на покритието | ≤±5% |
| Диапазон на настройка на автоматично напрежение | 3—100 кг пълен марж |
| Максимално количество екструдер | 250 кг/ч |
| Комбинирана охлаждаща ролка | ∅800×1300 |
| Диаметър на винта | ∅110mm съотношение35:1 |
| Макс. диаметър на развиване | ∅1600мм |
| Максимален диаметър на навиване | ∅1600мм |
| Развийте хартиено ядро с диаметър: 3″6″ и пренавийте хартиено ядро с диаметър: 3″6″ | |
| Екструдерът се задвижва от 45kw | |
| Обща мощност | около 200 Kw |
| Тегло на машината | около 39000 кг |
| Външно измерение | 16110 mm×10500 mm ×3800 mm |
| Цвят на тялото на машината | Сиво и червено |
1. Развийте част (с PLC, серво развиване)
1.1 Развийте рамката
Конструкция: Развиваща се рамка без хидравличен вал
Сплайсърът от серия BA представлява неразделна част от линията за ламиниране и се монтира върху ролковата стойка под мостовата конструкция. Позволява непрекъснатостта на движението на съществуващата хартиена ролка към следващата хартиена ролка без спиране на производството.
В рамките на страничните рамки на снаждането има 2 подвижни глави за снаждане и подвижна централна опорна секция. Над него има 2 хващащи ролки.
Ролката на шпигела, ролката с обратен ход и двойната танцьорска система образуват секцията за натрупване на хартия, която е в състояние да натрупа хартия до 4 пъти дължината на устройството за снаждане.
Машината се управлява чрез операционния панел на машината
Скорост на свързване на хартия Max.300m/min
a)когато якост на хартията е над 0,45KG/mm,макс. 300 м/мин;
b)когато якост на хартията е над 0,4KG/mm,макс. 250 м/мин;;
c)когато якост на хартията е над 0,35KG/mm,макс. 150 м/мин;;;
Ширина на хартията
Макс. 1200 мм
Мин. 500 мм
Скорост CE-300
Макс. 300 м/мин
Пневматични данни
Настройка на налягането 6,5 bar
Мин. налягане 6 бара
Модел CE-300
Мощност 3.2kVA, 380VAC/50Hz/20A
Контролно напрежение 12VDC/24VDC
1.1.1 Независим хидравличен вал шпиндел скоба рамо тип двойна работна станция развиване, без въздушен вал, хидравлично натоварване, спестете разходите за зареждане на механична структура. Автоматично редуване на автоматична макара с AB вал, по-малко загуба на материал.
1.1.2 Макс. диаметър на развиване:¢1600 мм
1.1.3 Диапазон на настройка на автоматично опъване: 3—70 кг пълен марж
1.1.4 точност на опън: ± 0,2 кг
1.1.5 хартиено ядро: 3" 6"
1.1.6 Система за контрол на напрежението: вал тип детектор за напрежение чрез прецизен потенциометър за откриване на напрежение, централизирано управление на програмируемия PLC
1.1.7 Система за управление на задвижването: PIH спирачка на цилиндъра, бърза обратна връзка на ротационния енкодер, прецизен контрол на затворения контур на клапана за регулиране на налягането, програмируем контролер PLC централизирано управление
1.1.8 Настройка на напрежението: Чрез прецизната настройка на клапана за регулиране на налягането
1.2 Тип за съхранение на автоматично устройство за бране, рязане
1.2.1 Съхраняване, задвижвано от буфер с пневматичен мотор, осигурете стабилно напрежение при събиране на хартия.
1.2.2 отделна режеща структура
1.2.3 PLC автоматично изчислява новата скорост на въртене на вала и поддържа скорост със скоростта на основната линия
1.2.4 Притискаща ролка за получаване на материал, счупен материал на ножа. Промяна на контрола на напрежението, нулиране, всичко може да завърши автоматично
1.2.5 Предварителна аларма за смяна на ролка: работен диаметър, когато достигне 150 mm, машината ще алармира
1.3 Коригиращо управление: фотоелектрическа система за коригиращо управление (bst структура)
2. Corona (Yilian персонализиран)
Мощност на обработка с корона: 20 kw
3. Хидравлично устройство за ламиниране:
3.1 Три ролки за ламиниране на съставна структура, ролка за обратно пресоване, може да направи здравината на смесената ролка равномерна, твърда на съединението.
3.2 Отстраняване на силиконова гумена ролка: съставният продукт лесно се отделя от охлаждащата ролка, хидравликата може да се притисне плътно.
3.3 Структурата за сплескване на извит ролков филм: може да направи филма бързо разгръщане
3.4 Ролката за регулиране на смесен фуражен материал може да преодолее неравномерната дебелина на филмовия материал и т.н.
3.5 Вентилатор с високо налягане засмуква бързо ръба на скрап.
3.6 Режеща ролка за комбиниран изход
3.7 Съставният валяк се задвижва от мотор в зависимост
3.8 Моторът, задвижван от комбинирана ролка, се управлява от японски честотен контролер
Спецификации:
(1)комбиниран валяк:¢ 800 × 1300 mm 1 бр.
(2)гумена ролка:¢ 260 × 1300 mm 1 бр.
(3)притискащ валяк:¢ 300 × 1300 mm 1 бр.
(4)цилиндър за комбинирано масло: ¢63 × 150 2бр.
(5)ролка за отлепване:¢130 × 1300 1 бр.
(6)11KW мотор(ШАНХАЙ) 1 комплект
(7)11KW Честотен преобразувател (ЯПОНИЯ YASKAWA)
(8)въртящ се конектор:(2.5"2 1.25"4)
4. Екструдер (автоматично регулиране на височината)
4.1 Диаметър на шнека: ¢ 110, Макс. екструдер около: 250 kg/h (японска технология)
4.2 T-die(Тайван GMA)
4.2.1 Ширина на формата: 1400 мм
4.2.2 Ефективна ширина на матрицата: 500-1200 mm
4.2.3 Междина на мухъл: 0,8 mm, дебелина на покритието: 0,008—0,05 mm
4.2.4 Грешка в дебелината на покритието: ≤±5%
4.2.5 Електрическа нагревателна тръба вътрешно отопление, високоефективно отопление, бързо повишаване на температурата
4.2.6 Напълно затворен проход, регулиране на ширината на пълнежа
4.3 Мрежови устройства с бърза промяна
4.4 Ходене отпред и отзад, може автоматично да повдига количката, диапазон на повдигане: 0-100 мм
4.5 Мухъл 7 области контрол на температурата. Винтов цилиндър с 8 секции за контрол на температурата. конектор 2 контрол на температурата на зоната приема инфрачервени нагреватели.
4.6 Редукционна скоростна кутия с голяма мощност, ТВЪРД ЗЪБ (Guo tai guo mao)
4.7 Цифров терморегулатор Автоматичен контрол на температурата
Основни части:
(1) 45kw AC мотор (ШАНХАЙ)
(2) 45KW честотен преобразувател (ЯПОНИЯ YASKAWA)
(3) Цифров терморегулатор 18бр
(4) 1.5KW ходещ двигател
5. Пневматично устройство за подстригване с кръгъл нож
5.1 Устройство за напречно регулиране на трапецовиден винт, промяна на ширината на рязане на хартията
5.2 Пневматична резачка под налягане
5.3 5.5kw ръб на високо налягане абсорбира
6. Пренавиващ модул: 3D тежка структура
6.1 Превъртане на рамката:
6.1.1 Машина за пренавиване на електрически двойни станции с триене, високоскоростно автоматично рязане и бране на готов материал, автоматично разтоварване.
6.1.2 Макс. диаметър на пренавиване:¢ 1600 мм
6.1.3 скорост на преобръщане: 1 об/мин
6.1.4 напрежение: 3-70 кг
6.1.5 Точност на опън: ± 0,2 кг
6.1.6 хартиено ядро: 3″ 6″
6.1.7 Система за контрол на опъна: Възглавницата на цилиндъра плава по структурата от плаващ валяк, напрежението се открива от прецизния потенциометър и програмируемият контролер PLC централно контролира напрежението. (Японски SMC цилиндър с ниско триене) 1 комплект
6.1.8 Система за управление на задвижването: 11KW моторно задвижване, обратна връзка за скоростта на въртящ се енкодер, управление с двоен затворен контур на инвертор Senlan AC, централизирано управление с програмируем контролер PLC. 1 комплект
6.1.9 Настройка за постоянно напрежение: Прецизна настройка на регулатора на налягането (Япония SMC)
6.1.10 Настройка на напрежението на конуса: произволно зададено от компютърен екран, PLC контрол, преобразуване чрез съотношение електричество/въздух (Япония SMC)
6.2 Автоматично устройство за подаване и рязане
6.2.1 Поддържащите ролки за снаждане се управляват от PLC, за да задвижват двигателя, за да задържат материала далеч от триещата ролка
6.2.2 Хидравличен независим режещ механизъм
6.2.3 PLC автоматично изчисляване на процеса на бране, подмяната на обема се извършва с ключ
6.2.4 Функция на поддържаща ролка, режещ материал, нулиране и др. Автоматично завършено
6.2.5 Спецификации
(1) Фрикционна ролка: ¢700x1300mm 1 бар
(2) Мотор за навиване: 11KW (Shanghai Lichao) 1 комплект
(3) Спускаща се скоростна кутия: винтов редуктор със закалена повърхност (Thailand Mau)
(4) Инвертор: 11KW (Япония Yaskawa) 1 комплект
(5) Поддържаща ролкова скоростна кутия: 1 комплект сила
(6) Редуктор на скоростта: твърд зъб 1 комплект сила
(7) Редуктор на скоростта на търкаляне при ходене: 1 комплект сила
(8) Разтоварваща хидравлична станция
7. Автоматично издърпване на въздушния вал
8.Задвижваща секция
8.1 Основен двигател, трансмисионният ремък приема синхронен ремък
8.2 Двигател за смесване, пренавиване и развиване: Задвижващият ремък приема дъгова предавка, верига и синхронно ремъчно предаване
8.3 Главна задвижваща скоростна кутия: Уплътняваща спирална предавка, потопена в масло, трансмисионна структура на линейна спирална предавка
9. Контролен блок
Независим електрически шкаф, централизирано управление, комбинирано местоположение с централизирано управление на шкафа за управление. Система за автоматизация на машини, използваща набор от PLC (hollsys) устройство с висока способност за обработка и сигнали за диалог човек-машина, използващи мрежова комуникация между интерфейса. PLC, екструзионна единица, диалогов интерфейс човек-машина между задвижващата система и представляват интегрирана система за автоматично управление. За всякакви параметри могат да бъдат зададени, с автоматично изчисление, памет, откриване, аларма и т.н. Може ли напрежението на визуалното устройство за показване, скоростта, дебелината на покритието, скоростта и различни работни условия.
10. други
11.1 Водеща ролка: Твърда анодизация на водеща ролка от алуминиева сплав, процесът на движение
11.2 Апарати за ниско напрежение за Франция Schneider, omron Япония и др.
11.марка на части
11.1 PLC(Beijing Hollysys)
11.2 Сензорен екран(ТАЙВАН)
11.3 честотен преобразувател: Япония Yaskawa
11.4 Главен двигател: SHANGHAI
11,5 цилиндър с ниско триене(Япония SMC)
11.6 AC КОНТАКТОР(Schneider)
11.7 бутон(Schneider)
11. Статичен миксер(Тайван)
11.9 клапан за регулиране на налягането в цилиндъра(Тайван)
11.10 Магнитен обменен клапан(Тайван)
11.11 прецизен клапан за регулиране на налягането(SMC)
12. Клиентът сам осигурява съоръжения
12.1 Място за оборудване и основа
12.2 Снабдяване на съоръженията за машинен ел. шкаф
12.3 Водоснабдяване на машинните съоръжения в и извън портата (купувачът подготвя водния охладител)
12.4 Подаване на газ към машинния комплект в и извън устицата
12.5 Изпускателна тръба и вентилатор
12.6 Събиране, товарене и разтоварване на основния материал на готовия инструмент
12.7 Други съоръжения, които не са изброени в договора
13. Списък с резервни части:
| не | Име | спец. |
| 1 | Термодвойка | 3M/4M/5M |
| 2 | Регулатор на температурата | Омрон |
| 3 | Микрорегулиращ вентил | 4V210-08 |
| 4 | Микрорегулиращ вентил | 4V310-10 |
| 5 | превключвател за близост | 1750 г |
| 6 | Здраво реле | 150A и 75A |
| 7 | превключвател за пътуване | 8108 |
| 10 | отоплителен агрегат | ϕ90*150мм,700W |
| 11 | отоплителен агрегат | ϕ350*100 мм, 1.7KW |
| 12 | отоплителен агрегат | 242*218 мм, 1.7KW |
| 13 | отоплителен агрегат | 218*218 мм, 1KW |
| 14 | отоплителен агрегат | 218*120мм,800W |
| 15 | Бутон Schneider | ZB2BWM51C/41C/31C |
| 16 | въздушен кран | |
| 17 | Високотемпературна лента | 50мм*33м |
| 18 | телфонова лента | |
| 19 | Капак на ролка Corona | 200*1300мм |
| 20 | Медна ламарина | |
| 21 | екранен филтър | |
| 22 | Циркулирайте прорези | 150*80*2,5 |
| 23 | пневматичен съединител | |
| 24 | въздушен пистолет | |
| 25 | водна става | 80A и 40A |
| 27 | винтове и други | |
| 28 | влачеща верига | |
| 29 | кутия за инструменти |
Основни части и снимка:
| Основни частиМОДЕЛ | WSFM1300C Автоматична машина за екструдиране на покритие | |
| Екструдер | Екструдер с автоматично регулиране на височинатаМотор: 45KW Диаметър на винта: 110 мм |  |
| Инфрачервени нагреватели |  | |
| Т умирам | Тайван GMAШирочина:1400мм |  |
| Развиваща се структура | 300m/min автоматично снаждане |  |
| Хидравличен безвалов развивач3/6 инча хартиено ядро, Тежки задължения |  | |
| Корона лечение | 20KW, Yilian по поръчка |  |
| Уеб ръководство | BST структура |  |
| Мост | Алуминиев материал |  |
| Смесващ валяк | Ф800мм, твърд хром 0.07мм |  |
| Комбинираща част | Хидравлична система за защита от налягане, по-добро свързване, по-равномерно налягане, по-добро качество на покритиетоСистема за автоматично навиване на лента |  |
| Устройство за подстригване | Тайван Пневматично подстригванеДолно острие: Ø 150 × Ø120 × 17-13 Горно острие: Ø 150 × Ø80 × 2,5 |  |
| Edge духалка | Тип засмукване на въздух, 5.5KW |  |
| Пренавиваща структура | 300 м/мин автоматично пренавиванеТежкотоварно фрикционно пренавиване (фабричен патент) |  |
| Теглич на оси | За да издърпате и монтирате автоматично въздушния вал |  |
| Честотен инвертор | Япония Yaskawa |  |
Развиващо устройство (Автоматичен сплайсър) → Насочване на лентата → Корона третиране → Екструзия и съставна част Подрязване на ръбове → Пренавиване



